一、設(shè)計依據(jù)
貨架的設(shè)計、制造、安裝、驗收執(zhí)行標(biāo)準(zhǔn)并符合其它相關(guān)標(biāo)準(zhǔn)要求。
1)CECS23《鋼貨架結(jié)構(gòu)設(shè)計規(guī)范》
2)GBJ17—88《鋼結(jié)構(gòu)的設(shè)計規(guī)范》
3)QB/KS1002—9《鋼結(jié)構(gòu)插接式貨架技術(shù)條件》
二、中量C型貨架裝配立體示意圖
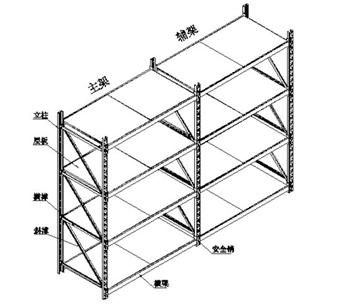
三、中量C型貨架組成及說明
1、立柱:垂直方向主要支撐件,主要起支撐作用。
2、層板:該件放置與P型梁上,上面放置貨物。
3、橫撐:和立柱、斜撐組成柱片,增加柱片的強(qiáng)度和穩(wěn)定性。
4、斜撐:和立柱、橫撐組成柱片,增加柱片的強(qiáng)度和穩(wěn)定性。
5、橫梁:貨架橫向連接件,與立柱相連。
6、安全銷:該件叉放于立柱和橫梁的相應(yīng)孔內(nèi),限制橫梁在立柱方向相對移動,起限位作用。
四、貨架型材強(qiáng)度指標(biāo)
貨架型材的強(qiáng)度標(biāo)準(zhǔn)(N/ mm2)GB6723—86指標(biāo)
鋼號 | 鋼材種類 | 抗拉、抗壓、抗彎 | 抗剪 | 端面承壓 |
Q195-235 | 冷彎型鋼 | 205 | 120 | 310 |
五、貨架焊接強(qiáng)度指標(biāo):(JB/T5323—91指標(biāo)N/ mm2)
鋼材 | 對接焊縫 | 角焊縫 | |||
鋼號 | 鋼材種類 | 抗拉 | 抗壓 | 抗剪 | 抗拉、抗壓、抗彎 |
Q195-235 | 冷彎型鋼 | 175 | 205 | 120 | 140 |
六、貨架表面處理工藝及顏色
1、處理工藝流程:
1.1冷軋板前處理工藝(無銹狀態(tài))
脫脂→水洗 →表調(diào)→水洗→磷化→高壓水沖洗
1.2熱軋板及熱軋型材前處理工藝
無油狀態(tài):酸洗→水洗 →表調(diào)→水洗→磷化→高壓水沖洗
有油狀態(tài):酸洗→水洗 →脫脂 →水洗→中和 →表調(diào)→磷化→高壓水沖洗
2、表面涂層采用通過ISO9000質(zhì)量認(rèn)證企業(yè)生產(chǎn)的高品質(zhì)環(huán)氧聚脂粉沫。
3、噴塑表面光潔、平整、色澤一致。
七、中量C型貨架特點:
(1)表面噴塑處理,外型美觀;
(2)裝拆方便,主、輔架可無限連接,增加貨架牢固,節(jié)約投入。
(3)柱片與橫梁采用掛接的結(jié)構(gòu),均為插接組合式,層高可以以50mm為單位上下任意調(diào)節(jié)。適用于承載最大的情況使用。
八、中量C型貨架選型表:
型號 | RM1 | RM2 | RM3 | RM4 | RM5 | RM6 | RM7 | RM8 | RM9 |
規(guī)格(長×寬) | 1800×500 | 1800×600 | 1800×700 | 2000×500 | 2000×600 | 2000×700 | 2400×500 | 2400×600 | 2400×720 |
每層最大載重(Kg) | 400 | 400 | 400 | 350 | 350 | 350 | 250 | 250 | 250 |
立柱規(guī)格 | 55×47×1.8(節(jié)距=50) H=1.8m,2m,2.4m Hmax=6m | ||||||||
表面處理 | 噴塑 | ||||||||
備注 | 非標(biāo)規(guī)格請與制造商聯(lián)系 | ||||||||
qq:3122473416
電話:025-52750555,52750777




